Решился я собрать еще один ЧПУ станок .
Он будет по серьезней первого .В основном ориентирован на обработку мягкого металла .Первый тоже может ,но подачу и глубину обработки приходится делать по меньше ,а это прилично увеличивает время обработки.
У этого станка хода будут примерно такие же (Х-800,Y-600,Z-150), но он будет значительно жестче и точнее .
Рама сварная или координата Х , уже готова . труба 100 на 100

Координата Y ,тоже почти готова .Сварная из трубы 60 на 40.

Площадка из стали 20 мм фрезерованная для облегчения.

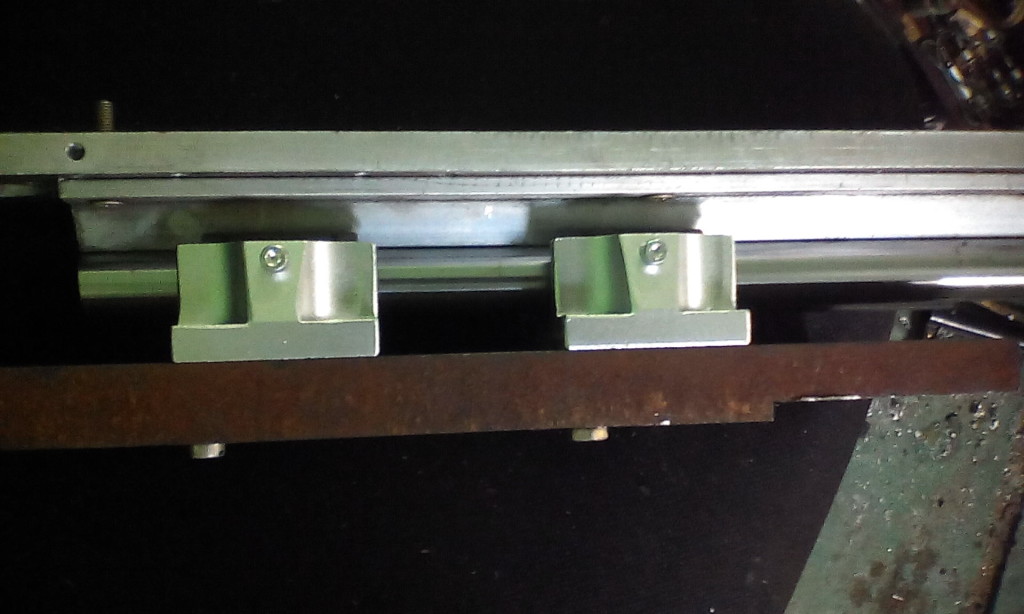
Направляющие по всем осям будут 25 круглые рельсовые.На этот станок приобрели подшипники с возможностью поджима ( они по дороже )

Координата Z аллюминивая 12 мм

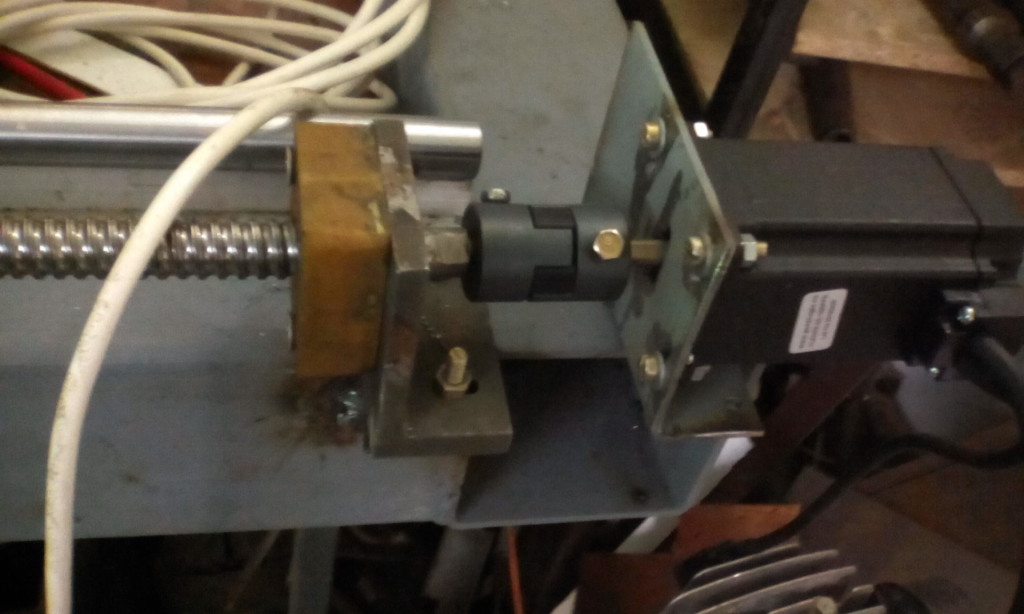
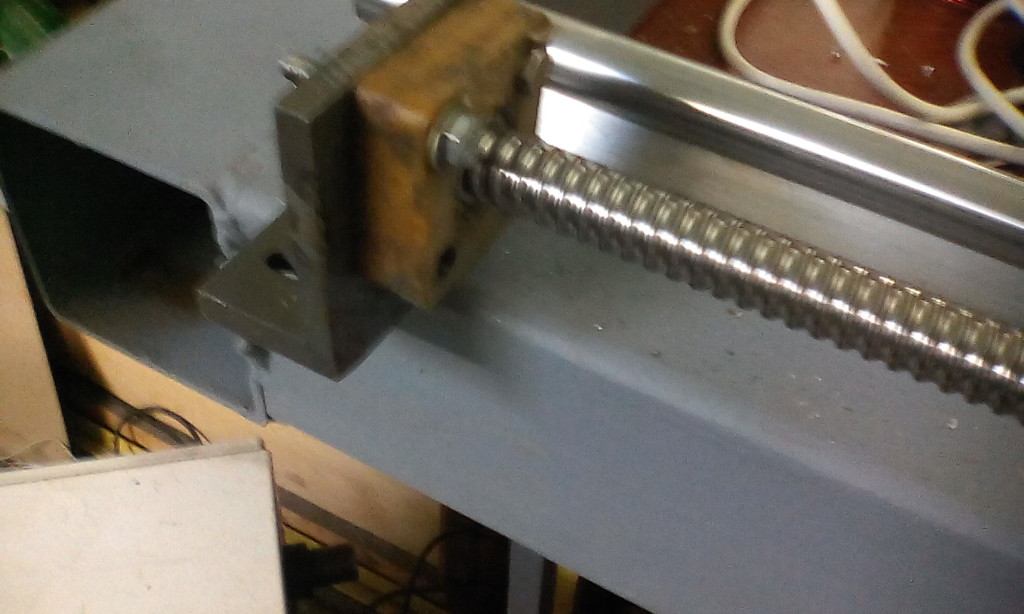
В этом станке уже будет использоваться не ходовой винт ,а ШВП 1605 в маркировке есть все данные: диаметр 16 за один оборот гайка пройдет 5 мм (шарико винтовая передача) у нее ресурс во много раз превосходит винт с капролоновой гайкой.В ШВП вращение происходит на шариках ,трение практически отсутствует.Но и цена у нее соответствующая.

Готово только крепление на Z
Когда купите гайку ШВП не вздумайте вытащить трубочку из нее(она держит шарики) ,потому что тогда вас ждет долгая и мучительная сборка ,причем собрать ее в первоначальный вид у вас не получиться и придется либо покупать новую либо собирать за деньги на каком нибудь заводе .


И с электроникой еще не понятно.Но точно могу сказать система будет стоять с обратной связью .(С энкодерами. Энкодер-устройство преобразующее перемещение в электрические импульсы или в цифровой код,тем самым позволяет точно определить величину перемещения.)
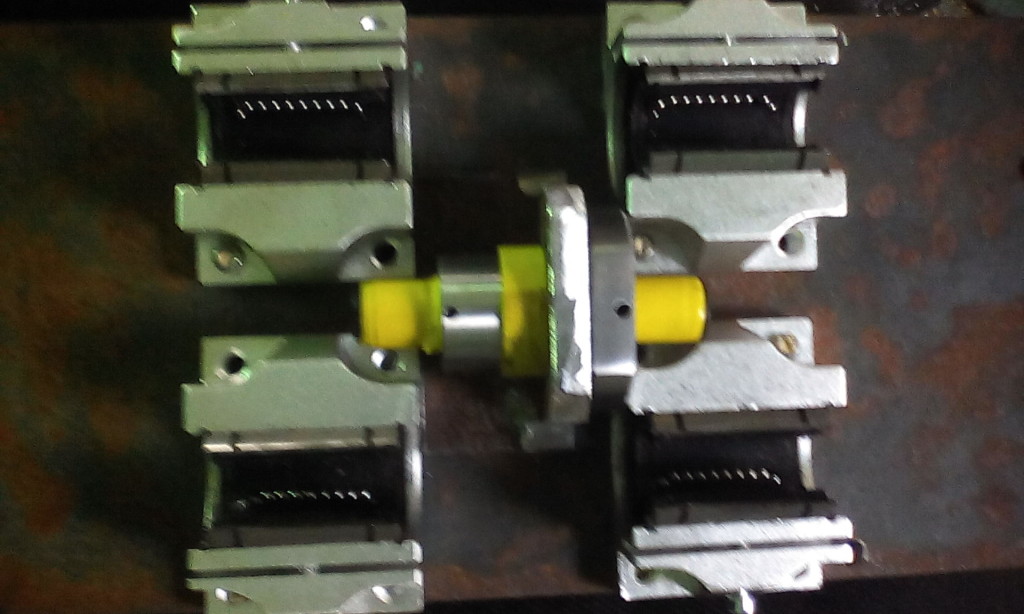
Крепление ШВП из полимербетона.
Берем сухой песок эпоксидную или полиэфирную смолу смешиваем с песком и мелкофракционным гравием , заливаем в предварительно подготовленные формы вибрируем или пропускаем через ваакуматор (чтобы вышли пузырьки воздуха) .Ваакуматора у меня нет,пришлось долго вибрировать .И через сутки можно устанавливать.Вот что у меня получилось.
На фрезерном по дереву я вырезал форму.И на принтере распечатал карту отверстий,ее вложил туда чтоб не ошибиться при расстановке втулок и подшипника.


Потом установил втулки и подшипники , залил и провибрировал.
И через сутки выдавил тисками



Не забудьте обильно смазать стенки формы густой смазкой .Адгезия у эпоксидки просто бешаная первую форму пришлось разломать (недостаточно смазал).Я смазывал литолом (толстым слоем).
Плюсы : дешевизна,не надо ничего точить (искать где ,кто ,когда).
Минусы:надо сделать точную форму.
Изделие не уступает по прочности металлу.
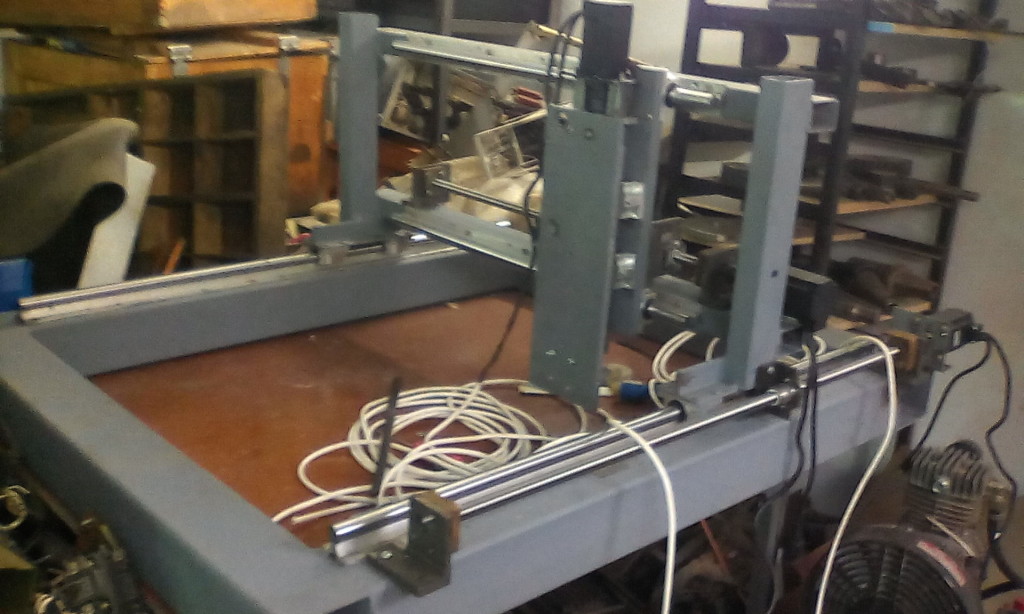
Вот в принципе станок в сборе.
Координата Х.

Координата Y.


Координата Z


Вот что в итоге получилось.

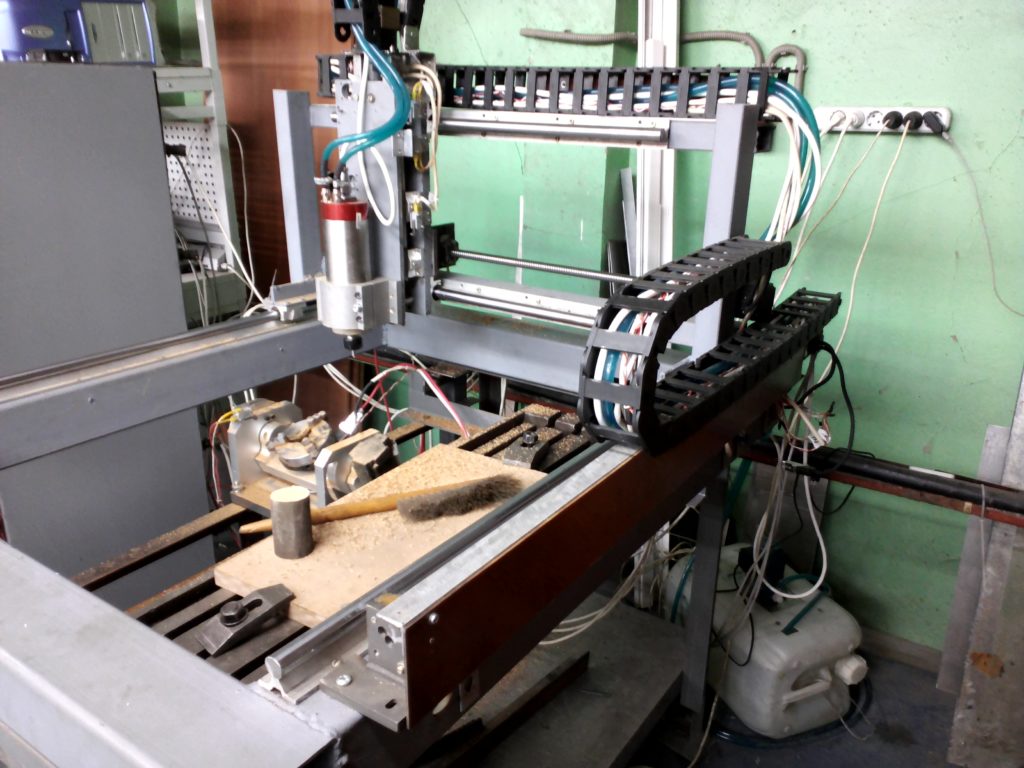

Всегда начинаешь одно ,получается другое.Собирали 3х координатник для мягкого металла ,а собрали 5.
Электроника и программа управления станком- собственной разработки.

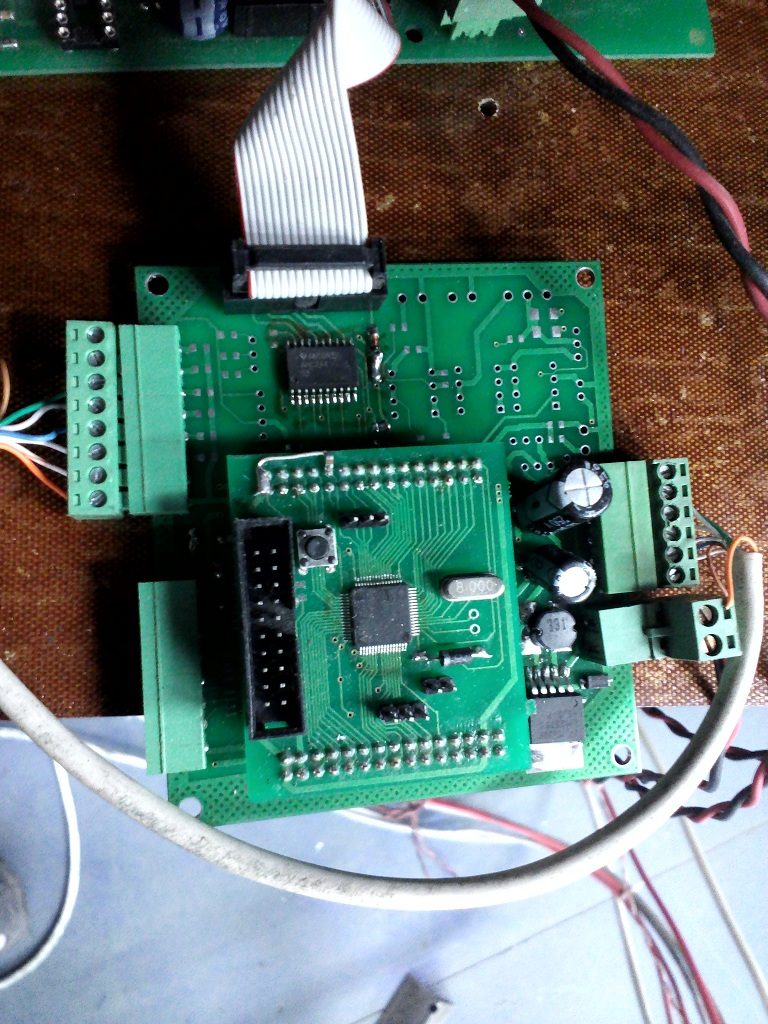
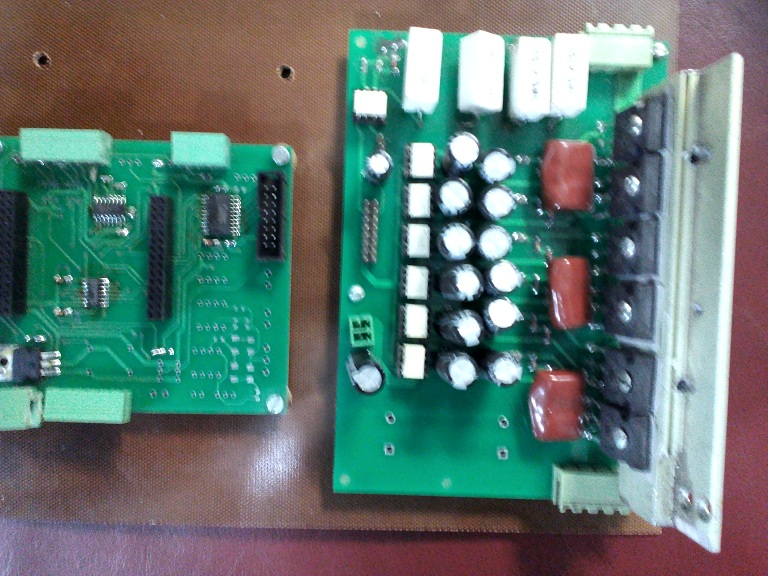


Так же при некоторой доработке привод легко переделывается в частотник. Нашим приводом можно управлять как шаговыми ,так и асинхронными двигателями. Управление шпинделем тоже осуществляется этим приводом. По цене он не сравним с покупным ,а по характеристикам не уступает.Аналогов нет.
В программе есть функция параметрического программирования ,которой не многие бренды могут похвастаться.
Вот проба пера.


Если интересно дам контакты непосредственно автора-разработчика.
Видео работы станка и других разработок .
